
Stress Corrosion Cracking (SCC) in Anhydrous Ammonia Storage Tanks
$5500.00
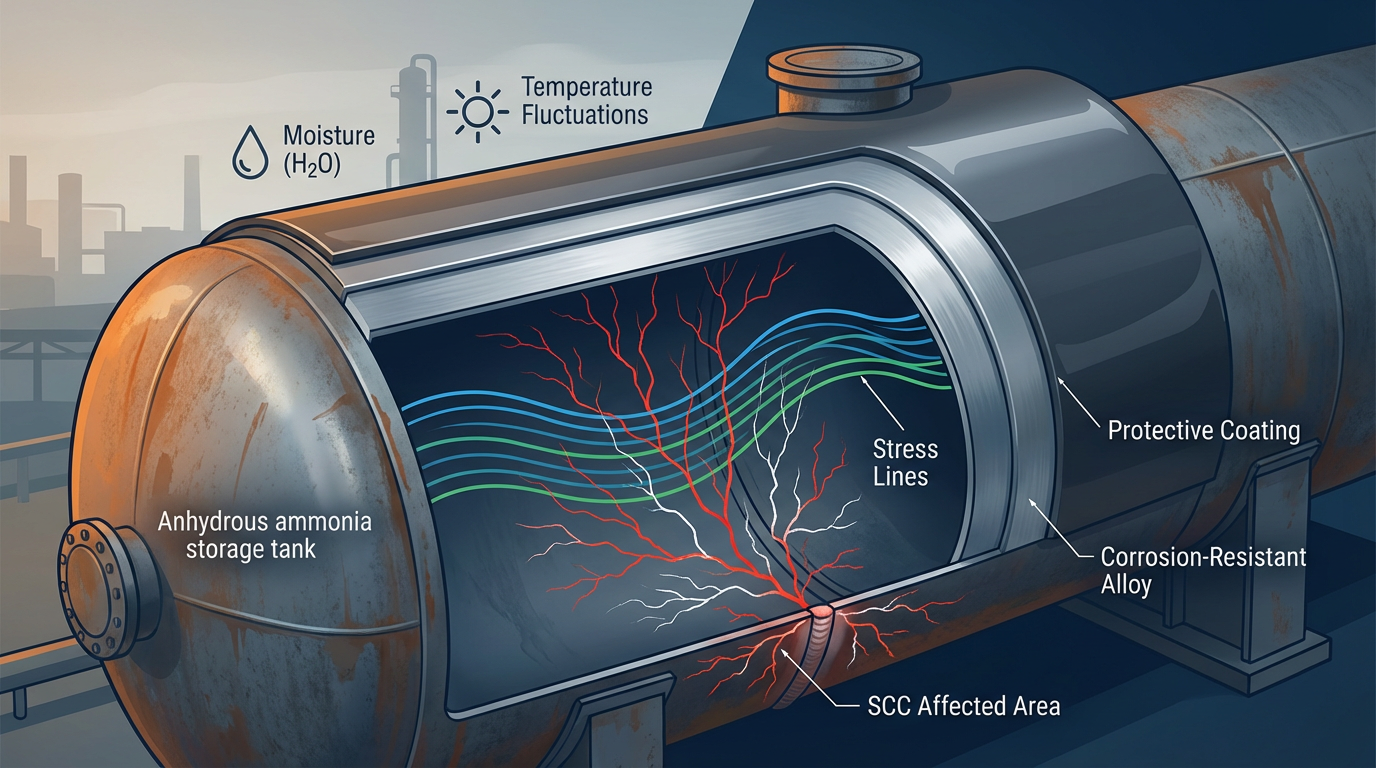
Stress Corrosion Cracking (SCC) in Anhydrous Ammonia Storage Tanks: 5-Day Specialized Training Course
Course Overview
This intensive 5-day stress corrosion cracking training provides specialized knowledge of SCC phenomena in anhydrous ammonia storage tanks. Designed for integrity engineers, materials specialists, inspection professionals, and facility managers responsible for safe ammonia storage operations.
Target Audience: Integrity engineers, materials engineers, corrosion specialists, NDT inspectors, tank operators, maintenance managers, safety professionals, and regulatory compliance officers.
Course Objectives:
Understand SCC mechanisms in ammonia environments
Identify susceptible materials and conditions
Implement prevention and mitigation strategies
Apply advanced inspection techniques
Develop integrity management programs
Day 1: SCC Fundamentals and Ammonia Environment
Morning Session: Introduction to SCC
Understanding SCC Phenomena
Foundation of stress corrosion cracking:
SCC Definition:
Environmental cracking requiring three elements
Tensile stress (applied or residual)
Susceptible material (carbon steel)
Corrosive environment (ammonia with contaminants)
Brittle failure without warning
Catastrophic consequences
SCC Characteristics:
Intergranular cracking: grain boundary attack (most common)
Transgranular cracking: through grain structure
Crack branching patterns
Rapid propagation rates
Surface-breaking versus subsurface cracks
Historical Context:
Major ammonia tank failures worldwide
Greensburg, Kansas incident (2001)
Industry lessons learned
Cost impact: property damage, fatalities, evacuations
Evolution of codes and standards
Afternoon Session: Ammonia Storage Systems
Tank Design and Operations
Understanding ammonia storage infrastructure:
Storage Tank Types:
Refrigerated atmospheric storage (-33°C)
Pressurized storage (ambient, 8-10 bar)
Semi-refrigerated systems
Typical capacities: 50 to 50,000+ tonnes
ASME Section VIII and API 620 design
Materials and Construction:
Carbon steel: SA-516 Grade 70, SA-537
Material specifications and properties
Weld procedures and quality
Post-weld heat treatment (PWHT)
Fabrication standards
Critical Components:
Shell plates and welds
Nozzles and penetrations
Heat-affected zones (HAZ): highest SCC risk
Attachment welds
Support structures
Operating Conditions:
Normal pressures and temperatures
Cyclic loading effects
Ammonia purity requirements
Filling and withdrawal procedures
Seasonal variations
Day 2: SCC Mechanism and Susceptibility
Morning Session: SCC Chemistry
How SCC Occurs
Detailed SCC mechanisms:
Chemical Requirements:
Anhydrous ammonia: normally non-corrosive
Contamination essential: water, oxygen, CO₂
Ammonium carbonate formation
Water content thresholds (>0.2% promotes SCC)
Air ingress pathways
Carbon dioxide sources
Electrochemical Process:
Anodic dissolution at crack tips
Cathodic reactions supporting propagation
Film rupture and repassivation
Localized pH changes
Crack chemistry versus bulk environment
Stress Requirements:
Tensile stress necessity
Residual stresses from welding: primary concern
Applied stresses from pressure
Thermal stresses
Threshold levels (>50% yield strength)
Afternoon Session: Susceptibility Factors
High-Risk Conditions
Identifying susceptibility factors:
Material Factors:
Carbon steel susceptibility
HAZ: 10-100x higher risk
Microstructure effects
Hardness correlation (>200 HB increases risk)
Cold-worked areas
Welding-Related:
Weld residual stresses
HAZ microstructural changes
PWHT effectiveness
Weld repair areas
Multiple thermal cycles
Environmental Factors:
Water ingress pathways
Air leakage mechanisms
Temperature cycling and condensation
Tank breathing
Ammonia feedstock impurities
Operational Factors:
Cyclic pressure loading
Rapid filling thermal shock
Inadequate vapor space purging
Maintenance introducing contaminants
Storage duration effects
Day 3: Prevention and Mitigation Strategies
Morning Session: Design Prevention
Preventing SCC Through Design
Implementing prevention strategies:
Material Selection:
Proper carbon steel grades
Hardness limitations: <200 HB maximum
Fine-grained normalized steels
Material certification
Impact-tested materials
Design Considerations:
Stress concentration minimization
Smooth contours and radii
Avoiding dead-legs
Proper drainage
Structural attachment design
Fabrication Best Practices:
Qualified welding procedures (WPS/PQR)
Controlled heat input
PWHT: critical for stress relief
Temperature: 595-650°C (1100-1200°F)
Soaking time based on thickness
Hardness verification (<200 HB)
PWHT Requirements:
ASME Section VIII requirements
Thickness thresholds
Local versus furnace PWHT
Temperature monitoring
Documentation requirements
Afternoon Session: Operational Prevention
Maintaining SCC-Free Conditions
Implementing operational controls:
Ammonia Quality Control:
Purity specifications: >99.5%
Water content limits: <0.2% (2000 ppm)
Oxygen and CO₂ monitoring
Regular sampling and analysis
Source quality verification
Vapor Space Management:
Nitrogen blanketing systems
Preventing air ingress
Relief valve maintenance
Breathing losses minimization
Purging procedures
Operating Procedures:
Controlled filling rates
Temperature management
Pressure cycling minimization
Avoiding thermal shock
Seasonal adjustments
Maintenance Practices:
Nitrogen purging before opening
Moisture exclusion
Proper closure and leak testing
Documentation
Training requirements
Day 4: Inspection and Detection Techniques
Morning Session: NDT Methods
Detecting SCC
Mastering inspection techniques:
Visual Inspection:
External and internal procedures
Crack appearance characteristics
Suspect areas: welds, HAZ, attachments
Documentation and photography
Liquid Penetrant Testing (PT):
Surface crack detection
Application procedures
Developer inspection
ASME Section V acceptance
Limitations: surface-breaking only
Magnetic Particle Testing (MT):
Ferromagnetic inspection
Wet fluorescent methods
Magnetization techniques
Crack sensitivity
Demagnetization
Ultrasonic Testing (UT):
Volumetric crack detection
Shear wave techniques
TOFD and PAUT: advanced methods
Crack sizing
Operator qualification
Afternoon Session: Advanced Techniques
Modern Detection Methods
Applying advanced techniques:
Acoustic Emission (AE):
Real-time crack growth monitoring
Active cracking detection
Sensor placement strategies
Source location
Proof testing
Electromagnetic Inspection:
Eddy current principles
Pulsed eddy current (PEC)
ACFM technology
Through-wall detection
Radiographic Testing:
X-ray and gamma-ray inspection
Digital radiography
Weld quality verification
Radiation safety
Inspection Planning:
Risk-based inspection (RBI)
API 580/581 application
Critical location identification
Inspection frequency
Access requirements
Day 5: Management and Regulatory Compliance
Morning Session: Fitness-for-Service
Evaluating Cracked Tanks
Understanding engineering assessment:
Crack Characterization:
Length, depth, and orientation
Crack growth rate estimation
Remaining life calculations
Criticality assessment
API 579 Fitness-for-Service:
Assessment levels: 1, 2, 3
Crack-like flaw evaluation
Fracture mechanics principles
Stress intensity calculations
Critical crack size
Operating restrictions
Repair Options:
Weld repair procedures
Crack grinding and blending
Composite wrap reinforcement
Pressure deration
Replacement considerations
Afternoon Session: Regulatory Compliance
Standards and Best Practices
Ensuring regulatory compliance:
Regulatory Requirements:
OSHA 29 CFR 1910.111: Anhydrous Ammonia
OSHA PSM 1910.119
EPA Risk Management Program
API 510/653: Inspection Codes
National Board Inspection Code
Industry Standards:
ASME Section VIII
API 620: Storage Tanks
CGA G-2.1: Anhydrous Ammonia
IIAR 2: Refrigeration Equipment
NACE SP0403: SCC Prevention
AWS welding codes
Integrity Management:
Written management plan
Inspection procedures
Qualified inspector requirements
Documentation retention
MOC procedures
Incident investigation
Case Studies:
Real-world SCC failures
Root cause analysis
Corrective actions
Industry lessons
Program Development:
SCC prevention elements
Roles and responsibilities
Performance metrics
Continuous improvement
Audit verification
Course Deliverables
Participants Receive:
Comprehensive SCC technical manual
Inspection procedure templates
API 579 worksheets
NACE SP0403 compliance checklist
Case study compilation
Regulatory reference guide
Professional certificate
Online resources access
Interactive Components:
Crack detection exercises
NDT demonstrations
Fitness-for-service calculations
Failure analysis workshops
Expert Q&A sessions
Why This Training Is Critical
Key Benefits:
Prevent catastrophic failures
Protect lives and community
Avoid environmental disasters
Ensure regulatory compliance
Reduce liability costs
Extend tank service life
Failure Consequences:
Fatalities and injuries
Massive property damage
Environmental contamination
Production shutdowns
Legal liability
Regulatory penalties
ROI:
Proactive inspection << failure costs
Extended asset life
Avoided catastrophic expenses
Reduced insurance premiums
Enhanced safety performance
Keywords: stress corrosion cracking, SCC ammonia tanks, anhydrous ammonia storage, ammonia tank inspection, SCC prevention, carbon steel SCC, PWHT requirements, NDT inspection, API 579, NACE SP0403, ammonia safety, pressure vessel integrity

