
Corrosion Aspects and Materials of Construction in Ammonium Nitrate and UAN Plants
$5500.00
Corrosion Aspects and Materials of Construction in Ammonium Nitrate and UAN Plants: 5-Day Specialized Training Course
Course Overview
This intensive 5-day ammonium nitrate and UAN corrosion training provides specialized knowledge of corrosion mechanisms, materials selection, and integrity management for ammonium nitrate (AN) and urea-ammonium nitrate (UAN) solution manufacturing facilities. Designed for materials engineers, corrosion specialists, plant engineers, and safety professionals in fertilizer production.
Target Audience: Materials engineers, corrosion specialists, integrity engineers, plant engineers, maintenance managers, safety professionals, and technical personnel in AN and UAN production facilities.
Course Objectives:
Understand corrosion mechanisms in AN and UAN environments
Master materials selection for different process conditions
Identify failure modes and prevention strategies
Implement inspection and monitoring programs
Ensure process safety and regulatory compliance
Day 1: AN and UAN Processes and Corrosion Fundamentals
Morning Session: Process Overview
Understanding Production Processes
Foundation of AN and UAN manufacturing:
Ammonium Nitrate Production:
Ammonia and nitric acid neutralization reaction
NH₃ + HNO₃ → NH₄NO₃ + heat (exothermic)
Neutralizer reactor: 170-185°C, slightly acidic pH
Evaporation and concentration: 95-99.5% AN solution
Prilling or granulation processes
Product forms: prills, granules, solutions
Plant capacities: 1,000-3,000 MTPD
UAN Solution Production:
Urea and ammonium nitrate mixture in water
Common grades: UAN-28, UAN-30, UAN-32 (% nitrogen)
Typical composition: 35-45% AN, 35-45% urea, water
Production temperature: 60-80°C
Salt-out temperature considerations
Storage and handling requirements
Corrosive Environment Characteristics:
Ammonium nitrate: oxidizing, acidic to neutral
Nitric acid carryover effects
Ammonia excess buffering
Temperature impacts on corrosivity
Chloride contamination sensitivity
Dissolved oxygen influence
Afternoon Session: Corrosion Mechanisms
How Corrosion Occurs
Understanding corrosion fundamentals:
General Corrosion:
Uniform attack on carbon steel
Passivity breakdown in stainless steels
pH effects: acidic solutions most aggressive
Temperature acceleration of corrosion
Concentration effects on corrosion rates
Oxygen availability impact
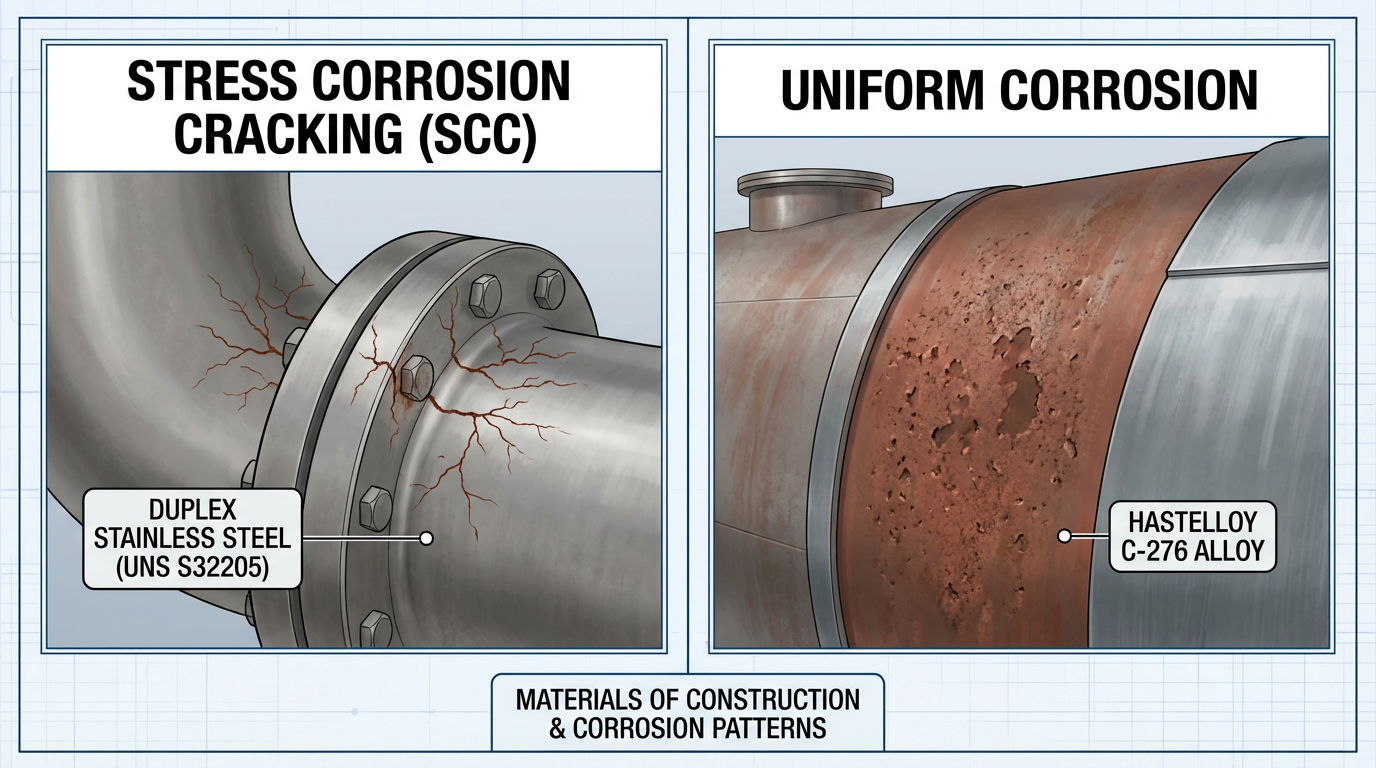
Stress Corrosion Cracking (SCC):
Chloride SCC in stainless steels: critical concern
Nitrate SCC in carbon steel (rare but possible)
Required conditions: stress, environment, susceptible material
Temperature thresholds (>60°C increases risk)
Catastrophic failure potential
Historical incidents and consequences
Localized Corrosion:
Pitting corrosion: chloride and nitrate synergy
Crevice corrosion in flanges and gaskets
Under-deposit corrosion
Galvanic corrosion at dissimilar metal junctions
Preferential weld attack
Intergranular Corrosion:
Sensitization of stainless steels
Grain boundary attack in HAZ
Carbide precipitation effects
Stabilized grade performance
Prevention strategies
Erosion-Corrosion:
High-velocity solution attack
Two-phase flow damage
Pump and valve failures
Cavitation in pumps
Velocity limitations by material
Day 2: Materials Selection for AN Plants
Morning Session: Neutralization and Evaporation Section
Materials for High-Temperature AN
Mastering material selection:
Neutralizer Materials:
Stainless steel 304L/316L: baseline materials
Alloy 20 (Carpenter 20Cb-3): excellent performance
Alloy 31 (UNS N08031): high corrosion resistance
Duplex stainless steels: 2205 for severe service
Titanium: exceptional resistance, high cost
Temperature and pH considerations
Evaporator Materials:
316L stainless steel: moderate conditions
Super austenitic grades: 904L, AL-6XN
Alloy 20: preferred for acidic conditions
Titanium tubes: superior performance
Shell materials: carbon steel or 304L
Chloride content critical (<50 ppm)
Selection Criteria:
Solution pH (acidic to neutral range)
Operating temperature: 150-200°C
Chloride contamination levels
Nitric acid concentration
Ammonia excess buffering
Equipment criticality and cost
Afternoon Session: Finishing and Storage
Materials for Downstream Operations
Understanding lower temperature materials:
Concentration and Finishing:
Prilling tower: carbon steel with coatings
Granulation drum: stainless steel 304L/316L
Product conveyors: carbon steel or stainless
Dust collection: 304L or FRP
Screening equipment: carbon steel adequate
Coating and anti-caking systems
Storage Systems:
AN solution storage: 316L or Alloy 20
Temperature control critical: prevent crystallization
Heating coils: titanium or Alloy 20
Tank design: ASME codes compliance
Insulation and heat tracing
Vent and pressure relief systems
Alternative Materials:
Glass-lined equipment for acidic service
Fluoropolymer linings: PTFE, PFA
Rubber linings: butyl, natural rubber
Fiber-reinforced plastics (FRP)
Protective coatings for carbon steel
Epoxy and polyurethane systems
Day 3: Materials Selection for UAN Plants
Morning Session: UAN Production Materials
Materials for UAN Solutions
Mastering UAN-specific selection:
Reactor and Mixing Section:
Stainless steel 316L: most common
Alloy 20: excellent corrosion resistance
Duplex 2205: improved resistance
Carbon steel: limited to low-temperature, low-chloride
Agitator materials: 316L or duplex
Heating systems: stainless steel coils
Temperature-Dependent Selection:
<60°C: 316L adequate with chloride control
60-80°C: 316L or duplex recommended
80°C: super austenitic or Alloy 20
Chloride limits stricter at higher temperatures
Salt-out temperature considerations
Seasonal variation impacts
UAN Solution Characteristics:
Mildly corrosive compared to pure AN
Urea buffering effect
pH typically 7-8 (near neutral)
Chloride sensitivity remains critical
Temperature cycling effects
Contamination from raw materials
Afternoon Session: Storage and Handling
UAN Distribution Systems
Understanding storage and transfer materials:
Storage Tanks:
Carbon steel: adequate for low-chloride UAN
Stainless steel 304L/316L: preferred
Polyethylene and FRP: non-metallic options
Tank capacity: 1,000-50,000 tonnes
Temperature maintenance systems
Agitation to prevent settling
Transfer and Loading:
Piping: carbon steel or 304L stainless
Pumps: 316L stainless steel standard
Loading arms: stainless steel
Hoses: reinforced rubber or composite
Valves: stainless steel or bronze
Gasket materials: PTFE or graphite
Applicator Equipment:
Field application equipment: carbon steel
Spray nozzles: stainless steel or plastic
Seasonal corrosion: outdoor exposure
Cleaning and flushing requirements
Atmospheric corrosion protection
Maintenance and inspection
Day 4: Corrosion Prevention and Monitoring
Morning Session: Prevention Strategies
Proactive Corrosion Management
Implementing prevention programs:
Process Control:
pH control: slightly acidic to neutral optimal
Ammonia excess maintenance
Chloride monitoring and control (<50 ppm)
Temperature management within design
Dissolved oxygen minimization
Raw material quality specifications
Design Considerations:
Avoiding crevices and dead-legs
Proper drainage and low-point drains
Smooth flow transitions
Stress concentration minimization
Material compatibility at joints
Thermal expansion accommodation
Inhibition Programs:
Passivating agents for stainless steel
Ammonia as pH buffer
Oxygen scavenging chemicals
Temporary inhibitors during shutdowns
Nitrogen blanketing in storage
Water quality control
Operational Best Practices:
Controlled startup and shutdown
Temperature ramping procedures
Avoiding thermal shock
Regular system flushing
Equipment idle time management
Preventive maintenance scheduling
Afternoon Session: Monitoring and Inspection
Detecting Corrosion Early
Implementing monitoring programs:
Corrosion Monitoring:
Corrosion coupons: weight loss measurement
Electrical resistance (ER) probes
Ultrasonic thickness monitoring
Process analyzers: pH, chloride, conductivity
Temperature profiling
Data trending and analysis
Non-Destructive Testing:
Visual inspection procedures
Ultrasonic thickness testing (UTT)
Radiographic testing for welds
Magnetic particle testing
Liquid penetrant testing
Infrared thermography for CUI
Inspection Planning:
Risk-based inspection (RBI) methodology
Critical equipment identification
Damage mechanism assessment
Inspection intervals optimization
Seasonal inspection considerations
Shutdown planning and coordination
Sample Analysis:
Chloride content analysis
pH measurement and trending
Heavy metal contamination
Nitrate and ammonia concentration
Corrosion product analysis
Metallographic examination
Day 5: Safety, Incidents, and Integrity Management
Morning Session: Process Safety and Incidents
Safety in AN and UAN Plants
Understanding safety considerations:
AN Detonation Hazards:
Thermal decomposition pathways
Contaminant sensitivity: organics, chlorides, metals
Historical catastrophic incidents
Beirut (2020), West, Texas (2013)
Prevention through contamination control
Storage and handling regulations
Material-Safety Interaction:
Corrosion leading to contamination
Iron oxide catalyzing decomposition
Chloride impact on stability
Organic material ingress prevention
Proper material selection importance
Cleaning and decontamination procedures
Case Studies:
Material failure leading to safety incidents
Chloride-induced SCC failures
Contamination from corrosion products
Tank rupture incidents
Piping failures and releases
Lessons learned and corrective actions
Emergency Preparedness:
Leak detection and monitoring
Emergency response procedures
Material compatibility in emergencies
Neutralization and cleanup
Environmental protection
Incident investigation protocols
Afternoon Session: Integrity Management
Comprehensive Asset Management
Developing management systems:
Regulatory Compliance:
OSHA PSM 1910.119: AN facilities
EPA RMP requirements for AN
ATF explosives regulations
UN classification and storage
Mechanical integrity programs
Process hazard analysis
Industry Standards:
EFMA (European Fertilizer Manufacturers): guidelines
IFA (International Fertilizer Association): best practices
ASME codes for pressure vessels
API inspection codes
NACE corrosion standards
ISO safety management
Integrity Management Elements:
Asset inventory and criticality ranking
Corrosion damage mechanisms identification
Inspection and testing procedures
Fitness-for-service assessments
Remaining life calculations
Repair versus replacement decisions
Documentation and Records:
Material traceability
Inspection history and reports
Corrosion monitoring data
Maintenance records
Incident investigations
Management of change documentation
Continuous Improvement:
Performance metrics and KPIs
Benchmarking against industry
Technology upgrades evaluation
Training and competency programs
Lessons learned integration
Innovation in materials and methods
Course Deliverables
Participants Receive:
Comprehensive corrosion and materials manual
Materials selection decision trees
Inspection procedure templates
Process safety checklists
Case study compilation
Regulatory compliance guides
Professional certificate of completion
Interactive Components:
Materials sample examination
Failure analysis workshops
Material selection exercises
Safety scenario discussions
Group case study analysis
Why This Training Is Critical
Key Benefits:
Prevent equipment failures and production losses
Ensure process safety and prevent incidents
Optimize material selection and costs
Extend equipment service life
Maintain regulatory compliance
Build organizational expertise
ROI:
Reduced unplanned shutdowns
Lower maintenance and replacement costs
Improved safety performance
Enhanced regulatory standing
Avoided catastrophic incidents
Keywords: ammonium nitrate corrosion, UAN materials, fertilizer plant corrosion, stainless steel selection, chloride stress corrosion cracking, AN plant safety, materials of construction, corrosion monitoring, integrity management, process safety management
Word Count: ~1,000 words
This SEO-optimized course outline provides comprehensive coverage of corrosion and materials topics for ammonium nitrate and UAN plants, addressing mechanisms, prevention, safety, and management for reliable and safe operations.

